● レポート
ハーモウェブセミナーレポート『規格改定でできなくなる半自動成形⁉︎これからのインサート成形とは』2022/11/25開催

2022年11月25日に開催したハーモウェブセミナー『金規格改定でできなくなる半自動成形⁉︎これからのインサート成形とは』の動画といただいたご質問への回答を掲載いたします。ぜひご覧ください。
ウェブセミナー資料をダウンロードできます
セミナーの資料をご用意いたしました。
ダウンロードしてご活用ください。
ウェブセミナー内容
- 01. 射出成形機の安全規格JIS B6711の改定について(2:10~)
- 02. 各成形機メーカーの規格への対応ついて(7:30~)
- 03. 取り出しロボットによる自動インサート成形の事例紹介(11:36~)
- 04. セミナー中にいただいた質問と回答
01. 射出成形機の安全規格JIS B6711の改定について
今までの半自動成形
- 型開き途中で、安全ドア開扉
- 製品取出し後、安全ドアを開けた状態でもエジェクタピンを後退させることができた
- 安全ドア閉扉完了で次サイクルスタート
規定改定後の半自動成形
- 型開き完了で、安全ドア開扉
- 安全ドア閉扉後、スタートボタン押下
- エジェクタピン後退後次サイクルスタート
日本産業規格(JIS)
プラスチック加工機械及びゴム加工機械-射出成形機-安全要求事項ISO20430 2020に準じてJISB6711 2021ができた。数年間の移行期間はあるが、この規格に準じた機械設計をしなければならない。
半自動成形における規定(趣旨)
型開途中で、安全扉は開けることができない型開途中で、安全扉を開くと型開動作は停止するエジェクタ前進動作は自動で可能だが、エジェクタ後退動作は安全扉を閉めないとできない安全扉を閉める事で次のサイクルスタートをさせてはならない次のサイクルスタートをさせるには安全扉を閉めて、サイクルスタートボタン等のスイッチを押して指示しなければならない。
まとめ
- 今まで生産サイクル中に扉を開けて人が行っていた作業は、今後扉を開ずに作業可能な機械装置に置き換えるか、特別な安全装置を追加する必要がありそうです
- 規格の移行期間を経て、今後新たに導入される成形機では、生産性や労働安全衛生の観点から、人手による半自動成形は新たな生産方法へ代替することが望ましいと言えそうです
- 一方、従前通りの半自動成形を行なう場合は、特別な安全装置の設置に伴い、作業手順が増えたり、成形機動作の制約から成形サイクルが長くなる等、生産性の低下も予測されそうです
- 規格要求への対応を怠り労働災害が起きた場合、罰則を受けることも考えられそうです
02.各成形機メーカーの規格への対応ついて
某成形機メーカーの規格への対応ついて
- 安全規格への移行期間は2年ほどある(その間に各メーカーは規格への完全対応を迫られる)
- 新しいシリーズから規格対応をしている
- 新しいシリーズには半自動運転でオプションにて、モーションモードとノーモーションモードの切り替えがある
- 上記オプションにては、ほとんど出荷時ついている
- フロントゲートについて
新シリーズから安全扉はラッチ付き取っ手になっており、ラッチを倒すと瞬時停止になる(サイクルは継続しない)。停止後に電磁ロックが解除 - リアゲートについて
ボタンを押すと瞬時停止し、停止後に電磁ロックが解除
フロントゲートとリアゲートの違いは、フロントゲートがラッチで、リアゲートがボタンという違いです。補足として、モーション、ノーモーションの選択に限らず、モーター回転中にフロントのラッチが倒れるか、リアゲートのスイッチを押した場合は、モーターが瞬時停止します。
モーションモードでの流れ
- モーションモードに切り替えると警告表示がモニタに表示されて、「モーションモードが有効です」を確認ボタン押すと、モード続行できる
- 型開完了で安全扉は、ドアロック解除ボタンしなくても開けられる
- エジェクタタイミングは選択式で型開完了と安全扉開がある
- 安全扉開の状態では、エジェクタは前進のみで、後退はできない
- エジェクタ後退は安全扉閉完了で可能(エジェクタが前進している状態からでも次サイクルが起動できます)
- サイクル中に安全扉ラッチを倒すと自動運転が止まる
- 反操作側には安全扉取っ手にはラッチがなく、ドアロック解除ボタンのみがある
- 半自動運転で次のサイクルに行くには、安全扉を閉めてサイクルスタートボタンを押す必要がある
03. 取り出しロボットによる自動インサート成形の事例紹介
自動インサート成形のこれから
現状
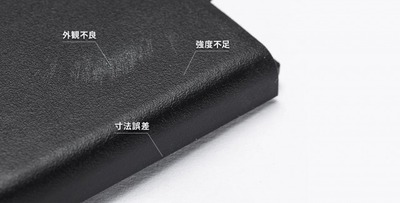
射出成形では、部品点数の削減や成形品に求められる強度や精度等、原価低減や製品品質や製品機能の向上の観点から、インサート成形による複合成形品は増加する傾向にある。
課題
労働人口の減少、若者の製造業離れ、作業者の高齢化等から、インサート成形に対応するの人材確保は難しい 規格改定による、半自動成形への制約が増える。
今後
労働力人口減少に伴う省人化・省力化対応と共に、作業安全や生産性向上の観点からも機械装置への置き換えは、更に必要性を増す可能性がある
半自動成形は人から機械へ
自動インサート成形事例① 自動車部品のナットインサート
導入前(半自動成形)
型開き完了
- 安全ドア開ける
- 成形品を取り出す
- 成形品を置く
- 中間プレートにエアガンでエアブローする(コンタミ除去)
- エアガンを置く
- インサートナットを5個持つ
- インサートナットを入れる(5回)
安全ドアを閉めて次サイクルスタート
- 型開き完了から型締め完了まで35秒
- 作業者月給225,000円(年間2,700,000円)
導入後(自動化)
型開き完了
- ロボットアーム下降しながらエアブロー
- 成形品を取り出す
- そのまま中間プレート側にナット5個同時インサート
- インサートナット押し込みと同時に着座確認
(ここまで、型開き完了から型締め完了まで19秒) - 型外で成形品を吸着固定してインサートを金属センサ確認
- 成形品を置く
- インサートナットをチャックして待機位置へ
結果
- 型開き完了から型締め完了までの時間短縮に成功(35秒→19秒)
- 作業者の安全性が確保された
04. セミナー中にいただいた質問と回答
質問① ご紹介いただいた2事例の概算コストをご教示いただきたくお願いいたします。
事例①
自動車部品のナットインサートは「ロボット改造」「チャック板」のみでおよそ320万円(定価)となります。※ロボット本体、ワーク供給機は除く
事例②
継手のリングインサートは「チャック板」のみでおよそ190万円(定価)となります。※ロボット本体、ワーク供給機は除く
ご参考ください。
質問② 竪型成形機は規格抵触対象外ですか?また、この規定は竪型の2ステージ成形機にも適応されるのでしょうか?
竪型成形機においても今回の安全要求の対象になります。ロータリータイプ(2ステージ)などは安全ドアの代わりにライトカーテンになることもあります。
仕様は各メーカーによって若干違いますので、詳細は成形機メーカーにお問い合わせください。
お気軽にご相談ください
ハーモはインサート成形への課題についてもお役に立てます。ぜひご相談ください。
ウェブセミナー資料をダウンロードできます
セミナーの資料をご用意いたしました。インサート成形の課題解決にダウンロードしてご活用ください。
ウェブセミナーの動画をご覧いただけます
ウェブセミナー資料をダウンロード
セミナーの資料をご用意いたしました。ダウンロードいただき、インサート成形の課題解決にご活用ください。