.jpg)
金型は熱交換器
射出成形の金型は、製品そのものを形作る「型」そのものであると共に、良品としての成形品を得るための熱交換器でもあります。
金型加工業者様の取り組み
金型作成時においては良品を得るために必要な熱交換媒体の流量を確保する水管設計を金型加工業者様は行います。また、成形試作の際には、金型へ放出される単位時間当たりの樹脂の熱量を計算し、適切に熱交換することができる金型温度調節機が求められます。
射出成形加工業者様の選定事情
その一方で、一般的に射出成形加工業者様が金型温度調節機を選定する際は、成形機のタイバー間隔から、搭載できる金型のおおよその大きさを基準に選定されるケースが多いのではないでしょうか?
ご相談・お問い合わせ
ハーモの周辺機器は射出成形の自動化・省人化、品質向上、コスト低減、生産性の向上、樹脂のリサイクルなど幅広いテーマで貢献します。成形現場でのお困りごとをご相談ください。

金型温度調節機に対する考え方のギャップ
金型が出来上がり、試作段階において、金型加工業者様と射出成形加工業者様が分業されている場合、金型加工業者様の考える搭載金型の熱交換の考え方と、射出成形加工業者様の考える搭載金型の大きさの考え方に齟齬が生じ、思うように試作段階から量産段階へ進まないケースがあることをお聞きすることがあります。
また、製品の3次元化や成形のハイサイクル化に伴い、金型の大きさとは関係なく、必要熱交換量が大きくなり、「現有設備の金型温度調節機では対応できない場合が発生する」といったこともお聞きしたりします。
知っておきたい金型の熱交換の考え方
金型温度調節機の設定温度では下記2点の視点が必要です。
- 熱交換により金型へ単位時間当たり放出される熱量
- 金型から単位時間当たり奪う熱量
上記2点が均衡し、かつ、成形品の品質を保てる温度の値を設定する必要があります。そのためには、事前にこれらの条件を確認し、あらかじめ金型温度調節機の設定温度の予測値を計算し、保有する金型温度調節機の熱交換能力を確認しておくことをお勧めします。
金型へ単位時間当たり放出される熱量の計算要素(例)
- 成形サイクル
- 1サイクル当りの樹脂の射出量
- 樹脂温度と樹脂比熱・熱伝達率・熱伝導率
- 金型素材の比熱・熱伝達率・熱伝導率
金型から単位時間当たり奪う熱量の計算要素(例)
- 金型のサイズ
- 金型の温度調節水管の総面積
- 単位時間当たりの媒体流量(乱流状態にて計算)
- 金型素材の比熱
- 熱伝達率・熱伝導率
「金型温度調節機の温度設定」のこれまでと今
かつては、金型温度調節機の温度設定は、成形試作を進める中で、徐々に温度を調整していく勘と経験にもとづく手法であったため、成形試作に時間がかかったり、複数回の金型修正が必要であったりしました。
最近では、あらかじめ金型温度調節機の設定温度の予測値を計算しておくことにより、試作から量産へのスムースな対応と、時間短縮が可能となりました。
また、現有の金型温度調節機の熱交換能力を知っておくことで、取引業者や金型加工業者との事前打合せなども、スムースに行われている射出成形加工業者様が増えてきています。
金型熱交換の均衡を保つ重要性
成形中の金型へ放熱される熱量と、奪われる熱量の乖離は、製品の品質に大きな影響を与えます。
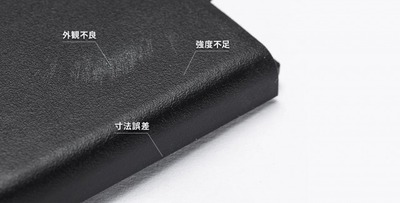
金型へ放出される熱量と、奪う熱量が不均衡な場合
不均衡な場合、ウェルドラインや転写不足、ヒケや寸法不良といった成形品の不良発生原因となります。
このような成形品の不良を最小限に留め、成形品質を一定に保つためには、熱交換能力を一定に保つ必要があります。
媒体流量と温度変化は、常に監視
成形中の金型温度調節機の媒体流量と温度変化は、常に監視する事が望ましいと考えられます。また、金型メンテナンスの不備による水管内へのスケールの付着による流量変化や、作業者による温度設定のヒューマンエラーなどによる温度変化など、成形現場においてなかなか気付きにくい要因による、成形品の不良を未然に防ぐことも考えておく必要があります。
常に一定の熱交換を実現するハーモのトータルリンク
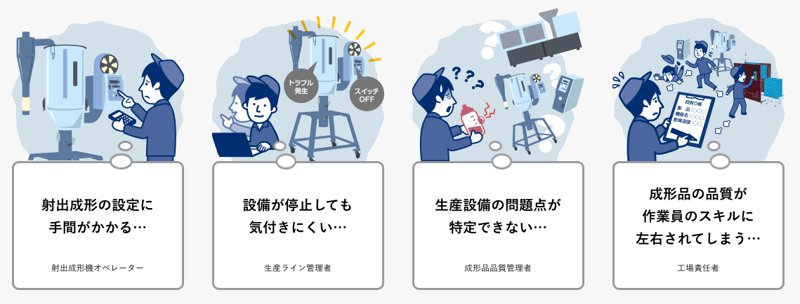
射出成形の現場において、意外と気付かずに出してしまう成形不良の原因として、良くお聞きするケースを下記にまとめました。
成形不良の原因としてよく聞く「気づかなかった」ケース
- 金型温度調節機の起動忘れのミスに気付かず成形を開始
- ヒューマンエラーによる金型温度調節機の温度設定ミスに気付かず成形を開始
- 金型スケールによる媒体流量不足に気付かず成形を開始(または継続)
- 落雷の瞬時停電による金型温度調節機の停止に気付かず成形を継続
- 金型温度調節機のヒーターの故障に気付かず成形を継続
- 金型温度調節機のポンプモーターの故障による媒体流量不足に気付かず成形を継続
未然の防止や常時監視にはトータルリンク機能を搭載した金型温度調節機がおすすめです
前述したような「気付かずに出してしまう不良品」の原因は多岐に渡ります。
常時監視で常に一定の熱交換
- 不良成形を未然に防止したい
- 成形中の金型温度調節機の媒体流量と温度変化を常時監視したい
- 常に一定の熱交換を実現したい
上記の課題をお持ちの射出成形加工業者様には、トータルリンク機能を搭載した金型温度調節機をお勧めします。
トータルリンクとは

射出成形の生産ラインをまるっと管理
周辺機器の設定・起動を一括モニタで管理するハーモ独自のシステムです。
射出成形の自動化・品質向上・コスト低減を実現します。
トータルリンクが解決してくれる課題
金型温度調節器との連携・一括管理も、もちろん可能です。
トータルリンク搭載の金型温度調節機でできること
ヒューマンエラーによる不良品の未然防止
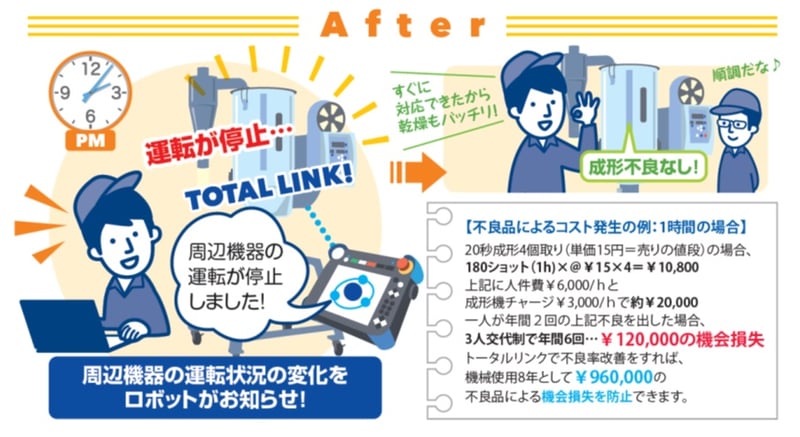
- 周辺機器の一括自動設定・一括起動・一括自動停止
成形稼働中の不良品流出防止
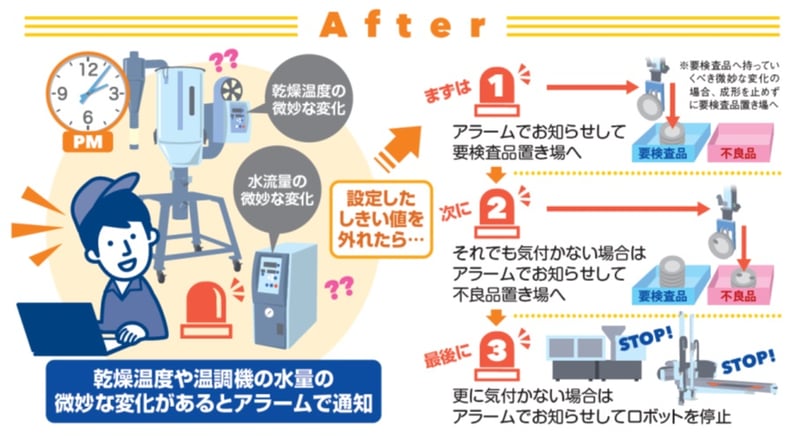
- 成形稼働中の媒体流量と温度閾値監視とアラーム機能
- 閾値を外れた成形品の取出しロボットによる自動識別
不良発生時の後追い
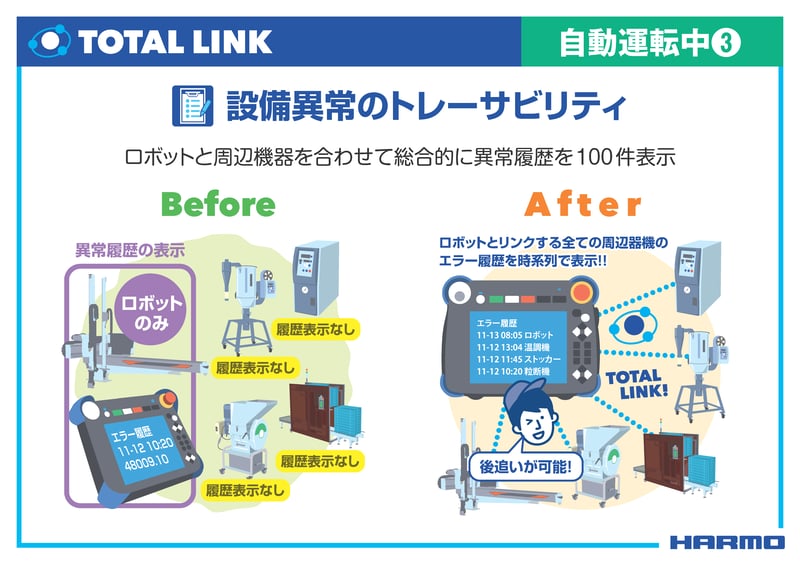
- 金型温度調節機の媒体流量と温度のトレーサビリティーが可能
詳しくはトータルリンクのページをご覧ください

金型温度調節についてご相談ください
金型温度調節についてお悩みの企業様はお気軽にご相談ください。
層流と乱流:インバータ仕様の金型温度調節機
一般に金型温度調節機は、搭載ポンプの性能をフルに回し、熱交換媒体を金型へ送り込みます。液体の流れには層流状態と乱流状態があります。
乱流状態では、流速が速くなると液体は円管全体に拡散されることから、金型水管表面積全体に対して、効率良く熱交換効果を得ることができます。よって、乱流状態であれば、過度な媒体吐出流量を必要としません。
このような考えから、当社では最適乱流状態の吐出流量を確保し、低エネルギーで熱交換可能なインバータ仕様の金型温度調節機もご用意しております。
自動金型温度調節機 HMC-Fシリーズ

製品についての詳細は下記をご覧ください。
「層流と乱流」の詳細は下記が参考になります
流体解析の基礎講座 第8回 第3章 流れの基礎(5):3.2.4 層流と乱流
射出成形の関連記事
金型温度調節についてご相談ください
射出成形の金型は良品としての成形品を得るための熱交換器でもあります。
金型温度調節機の設定温度では「熱交換により金型へ単位時間当たり放出される熱量」「金型から単位時間当たり奪う熱量」の視点が必要です。
金型温度調節についてお悩みの企業様はお気軽にご相談ください