%20(1).jpg)
このページの内容
- ゲートの種類と特徴
- サイドゲートの金型が増えていることへの対応
- ゲートカットとニッパについて詳しく知ろう(ニッパ専門家に聞きました)
- 自動ゲートカットについて詳しく知ろう(システム機器専門家に聞きました)
- 射出成形の取出工程についてのダウンロード資料
- 射出成形の取出工程についてのお問い合わせ
- 射出成形の自動化に関連する記事
- チャック用アタッチメントの製品カタログ
期間限定のお買い得キャンペーン
エアニッパFHVシリーズが最大40%OFF!
.png?width=400&name=%E3%82%A8%E3%82%A2%E3%83%8B%E3%83%83%E3%83%91FHV%E3%82%B7%E3%83%AA%E3%83%BC%E3%82%BA%7C%E6%9C%9F%E9%96%93%E9%99%90%E5%AE%9A%E3%82%AD%E3%83%A3%E3%83%B3%E3%83%9A%E3%83%BC%E3%83%B3%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%20(1).png)
エアニッパFHVシリーズ製品マイナーチェンジ前の期間限定キャンペーンを開催しています。期間中(2022.8.26~2023.2.24)のご用命で最大40%OFF!ぜひご検討ください。
ゲートの種類と特徴
射出成形におけるゲートには製品形状や取り個数にあわせて様々な種類があります。以下、主な4種類のゲートの特徴です。
サイドゲート
その名の通り、製品の横につくゲート。
もっともポピュラーなゲートであり、多数個取りへも対応でき、金型の形状も簡単で樹脂流れも均一化できます。2枚プレートで設計できコストも安いです。
ただし、取り出し後はゲートカット処理をしなければならないので、ゲートは目立たないところに配置されます。(製品横面を損なわないようにジャンプゲートという種類もあり)
サブマリンゲート
トンネルゲートとも言い、型開き時に成形品とゲートを自動切断できるので、成形後の手間がありません。ただし、多数個取りの場合の樹脂流れの難しさがあります。アクリルなど流動性の悪い樹脂やガラス入り樹脂には不向きです。
ピンゲート
多点ゲートが可能で、多数個取りにも対応可能なゲート。ゲート跡がほとんど残らず、型開き時に成形品とゲートを自動切断できるので、成形後の手間がありません。ただし、アクリルなど流動性の悪い樹脂には不向きで、3枚プレートになるのでコストが高くなります。一番トラブルが多い金型といえるでしょう。
ダイレクトゲート
型構造としてはもっとも単純で、1個取りのコップなど円筒形の金型に用いる。スプールブッシュから直接成形品に樹脂を流し込む方法です。ゲートカット処理が必要なことを除けばトラブルが少ないゲート。
サイドゲートの金型が増えていることへの対応
最近は、金型の形状も簡単で樹脂流れも均一化で、コストも安いことなどから、サイドゲートの金型を用いて設計製作することが増えています。すると、どうしてもゲートカットという作業が必要になってきます。
しかし、急激なサイドゲート金型の増加に、自動ゲートカットへの対応が間に合わず、パート作業者や内職でのゲートカットで急場をしのぐことも出てきています。自動ゲートカットに比べると、人間の手の器用さは機械を凌ぐので、きれいにプラスマイナスもほとんどなくカットができることは確かです。
「自動ゲートカットシステムを導入したい」という課題
しかし、作業者がゲートカットすることで、見えないコストが発生したり、疲労や集中力減退などの理由から起こるゲート残りなどのヒューマンエラーの回避を考えると、「自動ゲートカットシステムを導入したい」という課題は残ります。
とはいえ、意外にゲートカットシステムのメリットが伝わっておらず、「ゲートカットは現場の作業者任せ」という生産管理者や経営者が多いのも事実です。
また、自動車のEV化、軽量化による部品の樹脂化に伴い、ゲートカットの需要は増えています。また、自動車のリニューアルのタイミングで需要が上がることも事実。2~3年に一遍、需要の波が来るとのことです。
ゲートカットとニッパについて詳しく知ろう(ニッパ専門家に聞きました)
ニッパの刃の種類はどんなものがあるか(抜粋)
- ゲートに対して直角に当てて切る「ストレート刃」
- ニッパと離れた場所のゲートに対して直角に当てて切る「ロングストレート刃」
- 切断面が残らずきれいに切れる「ストレート薄刃」
- ジャンプ(乗せ)ゲート用「ノセ刃」
- 邪魔するものが当たりゲート部が狭い場合用の「クランク刃」
- 乗せゲート、捨てゲート用の爪切りに似た「クイキリ刃」
- フィルム状のゲートを薄手方向から切る「突っ切り刃」
- スペースが狭く刃が入りにくい場合の、刃先が90度折れ曲がった「横向き刃」
- ダイレクトゲート用の「L刃」
- アクリル等の透明製品のカット時、白化やクラックを抑えるためのヒートニッパエアのほか、刃の移動距離と速度を調整してきれいに切れるサーボタイプもある
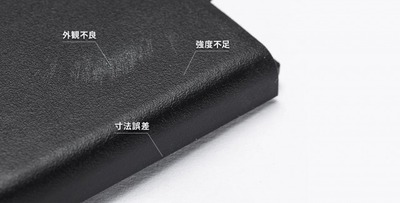
ニッパでのゲートカットは±0mmはあり得ない
現場担当者から交差は±0mmでとの要望を受ける場合があるが、不可能である。精度を詰めても+0.2~+0.3mmが限界。基本的には身切り(成形品部分を切ること)はできないので、残すことになる。そうすると上記が限界。
シビアに切るなら金型の設計段階から
金型ができてから、ゲートカットの相談されることがほとんどである。金型設計においては樹脂の流れをいかにコントロールするかが課題なので、ゲートカットのことはあまり考えられていない場合が多い。
ゲート残りが+0.1mm以下を目指すのであれば、ニッパの刃の担当者も金型設計の段階から加えてほしいとのこと。たった一つのアドバイスできれいに切れる場合がある。
ニッパは摩耗して切れなくなる
ニッパの刃は当然摩耗して切れなくなるが、ニッパーメーカに依頼すれば研磨も可能。ただし研磨で摩耗は修復可能だが、欠けは修復不可能。1~2回研磨可能。素人であるユーザーが研磨するのはNG。余計切れなくなる。刃の交換時期は一概には言えず、ものによっても当たりはずれもあるため、「切れなくなったら交換」する。
基本的にユーザーは切れるか切れないは決めることではあるが、20万回で強制交換を要望している。切っている場所は一か所のため、どうしても長持ちさせたい場合は真ん中(初期設定位置)より奥側にずらして切れば持つ場合もある。ただし、急場しのぎにのみ。基本的には交換を推奨する。
ゲートカットに必要な情報・ものはなにか
- カットするワークそのもの
- 見本ブレード(あれば)
- OKサンプルとNGサンプル
- 切断面の厚みと幅・材質(樹脂種類)とGF(ガラスフィーラー)%値
- 切断タイミングの情報(冷えたタイミングがベター)
- カット部の表面温度
- 要望するゲートカット交差
- ゲートカットの進入方法(横からか下からか等)
- 機械装置の種類(待機ニッパタイプかテーブルタイプか)
- 成形サイクルタイム(場合によっては2回切りも可能…邪魔な部分をカットして再カット)
カット断面で見る
きれいに切れているのか、そうでないのか(破断気味)はカット断面で判断する。きれいに切れている場合は円の中心まで刃が通っているが、破断している場合は円の途中からギザギザ面になる。
自動ゲートカットについて詳しく知ろう(システム機器専門家に聞きました)
待機ニッパではゲートカット精度に限界がある(+0.3mm~+0.5mm)
射出成形品取り出しロボットの付帯装置の一つである待機ニッパ(ロボット本体から伸びたアーム先端にニッパ固定枠を設けてニッパを待機させて、その枠内にロボットアームが製品を持っていきカットするもの)では固定方法や振動による振れ収束時間の関係上、カット精度には限界がある。+0.3mm~+0.5mmが精いっぱい。シビアに切るのであれば、床置きのテーブルタイプのニッパで切ることを推奨する。
ゲートカット精度をシビアにみるには
待機ニッパは「寄せ付けた」「寄せ付け戻った」「カットした」「ニッパの刃が開いた」などは基本的に確認を取っておらず、シーケンスの通り機械やニッパなどが動作しているという仮定で進めているので、シビアに行うのであれば、センサやカメラを用いて確認が必要。
カット面の検査はカメラの画像処理検査のほかに、接触式デジタルセンサ方式などでカット面にセンサを当ててゲート残り寸法を測るものもある。+百分の1mm台~±0mmのゲートカット交差を求めるのであれば、テーブルタイプの装置を使い、+交差でカットしたあとにルーターで削ることもできる。しかし精度を求めれば求めるほど、数百万円単位のコストが上がるので、要求条件に対しての費用対効果を検討すべきである。
また、ゲートカットのチェックは成形直後に行う必要がある。サンプルカットは手で行うが、実際は機械やロボットが行う。人の手と機械装置の精度は違うので、注意すべきである。成形直後と人為的にゲートを温めてカットするのとではゲートカット部の温度や柔らかさが違う(成形直後は内部が温かく、人為的にドライヤー等で温めたものは外部のみ温まる)ので、ゲートカット直後のゲートをできる限りカットしてみて、ニッパ選定を行うべきである。
待機ニッパによるゲートカット位置設定の段取り時間短縮
ニッパの選定や装置の決定を行って現場で稼働開始したとしても、ニッパの位置設定は非常にシビアで、その良し悪しは作業者に求められるのが常です。
しかし、金型が変わるごとにゲートカットを行う場合は、段取り替え作業の過程で、チャック板の位置(取り付け部のがた)や金型の位置(回転方向)などが微妙に変わり、その都度の位置調整には骨が折れます。
特に、前出のロボットの付帯装置の一つである待機ニッパにおける位置設定は段取り時間の中で多くを占める場合もあり、足が高いところでの調整もあるので時間がかかります。
お客様の声によると「金型ごとにカット位置が違うのでその都度手で合わせる。一回につき30分を要することもある」とのことです。
ハーモの新製品はこの段取り時間を短縮する目的で作られました。ハーモの新型「ワンタッチ待機ニッパ」と「ニッパアジャスタ」はゲートカットの位置設定の段取り時間を劇的に短縮できます。
ワンタッチ待機ニッパ
ワンタッチ待機ニッパは金型ごと(類似したニッパ配列の金型でも可)にニッパ枠を用意して、ワンタッチ(レバー)でニッパ枠を脱着可能です。
その都度、ニッパの大幅位置変更や脱着の時間を大幅に削減できます。
また、ニッパ枠の角度調整機構が標準でついているので、金型の位置(回転方向)に対して無段階調整のレバーで調整ができます。
これがあれば複数のニッパがある場合でも、回転方向のずれであれば短時間で一辺に位置調整が可能です。
ニッパアジャスタ
ニッパアジャスタはニッパの脱着や、ニッパの上下位置、角度の微調整が簡単にできて、手を放してもスプリングが効いて位置をキープできるので、片手で調整できます。
また、増し締めもワンタッチレバーでできるので、従来の様に六角レンチで増し締めしたときの位置ずれがおきません。新型ワンタッチ待機ニッパとニッパアジャスタで、段取り時間は大幅短縮が可能となります。
射出成形の取出工程についてのダウンロード資料
自動ゲートカットの基礎知識
こんな方におすすめの資料です
- ニッパの種類を知りたい
- サイドゲートの基本を知りたい
- 段取り時間を短縮したい
- 自動ゲートカットへの対応が間に合わない

スイングタイプロボットと竪型射出成形機用取出ロボット
ダウンロード資料の内容
射出成形品の取出し工程は取出しタイムを短縮することで、1ショットのサイクルタイムが大きく変わります。
ゲートカットの自動化やサイクルタイム、段取り時間の短縮、さらに、耐久性やメンテナンス性にも着目しているハーモの取出しロボットをご紹介しています。

射出成形の取出工程についてのお問い合わせ
このような課題をお持ちの企業様はぜひご相談ください
- 射出成形品のゲートカットを自動化したい
- ゲートカット部分のカット精度を向上したい
- 成形品の取り出し周辺について相談したい

射出成形の自動化に関連する記事
- 取出タイム2.1秒→0.8秒に短縮。サーボ駆動ロボットで射出成形の生産性アップ
- 樹脂成形品1万個の包装が40秒で可能に。射出成形品の自動包装で、袋詰め工程の省人化と精度向上を実現
- コロナ禍の人手不足に負けない!成形品自動ストッカーで24時間安定生産
- トータルリンク|射出成形の総合管理
- 射出成形の「自動化」に貢献する製品紹介と改善事例
- 射出成形とは|プラスチック成形の基礎知識と今後の課題
- RPAと射出成形|射出成形のRPAを推進する『トータルリンク』
- 射出成形の自動化について|射出成形よくある質問
- 射出成形の段取り時間短縮について、トータルリンクでできること。新型待機ニッパーでできること。
チャック用アタッチメントの製品カタログ
下記の製品カタログPDFをご覧いただけます。
ミニシリンダ
- MC-1205・MC-1815
- LC-12シリーズ
- LC-18シリーズ
- DF-12シリーズ
- MCY-1205Sシリーズ
- MCY-1815S シリーズ
- MCY-2015(S) シリーズ
- PF2-12S シリーズ
- MC-12・LC-12用取付金具
- MC-12・LC-12用当板
- MC-18・LC-18用当板
- 12・18・20系アクセサリー
- センサ・封着剤・接着剤
- DF-12・PF-12用アクセサリー
- チャックパーツ用ワンタッチ継手
- チャックパーツ用ミニマル継手
- チャックパーツ用チューブ
スライド金具
エアニッパ
吸着パット
アタッチメントホルダー
スライドレール
プラキャリー
成形品取出機用ツメ
射出成形の自動ゲートカットのご相談
射出成形のゲートカットを人的作業で行なっている場合は、自動化で効率化が図れるかもしれません。お気軽にご相談ください。